Why You Should Use Circulating Pumps in Parallel & Series Centrifugal Pumping
Using circulating pumps in parallel or series configurations can attain many economic and operational gains as opposed to using one large pump to supply a system’s pumping requirements.
Employing a combination of in-line pumps rather than base-mounted pumps to accomplish a pumping requirement eliminates the need for pump mounting pads, grouting, and shaft alignment. Equipment room floor space can be utilized for something else. The installed cost of two low-cost stock in-line pumps will be less than the installed cost of one large base-mounted pump, and can provide standby protection at no extra cost.
Often a designer will specify two pumps, each one capable of handling the entire load. In some cases, this may be essential, but on many installations, the cost of providing full standby capacity is prohibitive. In most cases, parallel or series pumping can provide 70 to 90 percent of system capacity with no increased cost!
The basic parallel pumping installation is illustrated in Figure 1.
Figure 1.
The total system flow divides into two parallel paths. The check valves prevent any flow short-circuiting, especially if only one pump runs. Since almost all installations of parallel pumps are with identical pumps, each pump will pump exactly one half of the total flow rate. Each pump will produce the same pressure head. Each pump will operate at the same point on its pump curve. In short, when both pumps are running, each pump supplies one-half of the total flow rate at the total system head.
The designer of a parallel pumping system must analyze the system by graphing the pump curve, as it will actually exist on the system. (The process to construct such a graph is beyond the scope of this discussion.) This construction is done for many reasons, and one of these reasons is to analyze one of the major benefits of parallel pumping - standby protection.
If one of the pumps should fail, the other pump should still be able to supply enough flow to satisfy system demand, except in the worst weather.
The important thing to remember is that if one pump fails, the flow rate from the single operating pump will actually increase over the flow the pump was delivering when both pumps were operating. The head produced by the operating pump will decrease, and a new flow rate will be established for the system.
This is very important, because a centrifugal pump motor draws more current as the flow rate through the pump increases. The motor horsepower requirement, then, is greater for single pump operation. The motor must be sized for the conditions that will exist when only one pump is running, or the motor may overload and burn out.
This usually doesn’t present a problem in the systems where small in-line pumps are used. In-line pumps generally have “non-overloading” motors. That means the motor is large enough to operate at any condition along its pump curve without overloading.
However, most base-mounted pumps are offered with various motor horsepower and impeller sizes. A proper motor size and impeller selection is very important to meet the system’s various operating conditions. As an example:
A system requires 120 GPM at 35 FT HD. A decision is made to use two in-line pumps in parallel instead of one large base-mounted pump. Each pump will provide one half the total flow rate at design head, 60 GPM at 35 FT HD.
Next, a plot of the parallel pump curve is made. The next step is to determine the flow rate that one pump will deliver if it is running alone. This will be an intersection of the single pump curve with the system curve previously plotted. For example, one pump will deliver 90 GPM at 20 FT HD if running alone. Note that 90 GPM is 75% of total flow requirement. Seventy-five percent of standby capacity is obtained at no increase in cost! Then, check to make sure the motor will not be overloaded at the single pump running flow rate of 90 GPM. (As these were in-line pumps, the motors would probably be non-overloading, adequate for all pumping conditions.)
Theoretically, there is no limit to the number of pumps that could be paralleled. The more pumps in parallel, the greater the standby percentage that is obtainable, but of course, cost would become a factor.
Series pumping has many of the same advantages as parallel pumping. Again, series pumping may allow use of low-installed-cost in-line pumps instead of costly base-mounted pumps.
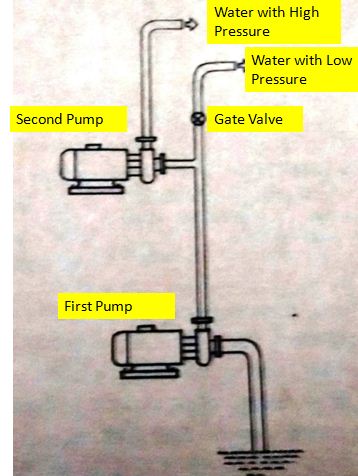
The basic installation of series pumps might be as in Figure 2, but more commonly would be piped as in
Figure 3.
Figure 2.
Figure 3.
When piped as in Figure 3, either pump can be removed from the system for easy service.
When series pumping a system, each pump will pump the entire flow of the system. Each pump supplies the full design flow rate at one-half the required head.
As in parallel pumping, a series pump graph must be developed. This gives a picture of the various pumping conditions.
Putting pumps in series increases the slope of the overall pump curve. Series pump systems lend themselves to be used where high heads are needed.
When a stand-by pumping situation occurs (a single pump running) the flow will decrease. This is exactly the reverse of parallel pumping. The motor horsepower requirements will diminish. There is no danger of burning out a motor (in-line or base-mounted) when in single pump operation on a series pumped system. The greatest load will exist when both pumps are running, so the horsepower requirements of the pump need to be met when both are running.
Another example illustrates series pumping:
System Requirements:
75 GPM at 40 FT HD
Two in-line pumps
Each pump needs to deliver 75 GPM at 20 FT HD
After plotting the system and pump curves, it is found that one pump running will deliver 58 GPM at 24 FT HD, about 77% system capacity for stand-by.
Stand-by capacity has been obtained at no increase in cost!
There is no theoretical limit on the number of pumps that can be run in series.
On larger installations where provisions for future expansion are made, or where a relatively low flow rate for heating and a high flow rate for chilled water-cooling is required, a combination of series and parallel pumping will be employed. A typical installation might be as in Figure 4.
Figure 4.
Figure 4 shows two parallel banks with two pumps in series per bank. Graphs and plots would have to be made for all possible operating points. The four operating points include the following: a single pump, two pumps in series, two pumps in parallel, and two parallel groups of two pumps in series.
If Figure 4 represented a system of about 1700 GPM at 110 FT HD, with correct controls, this type of arrangement would realize big cost savings. Only those pumps needed to maintain adequate velocities need be run. For instance, design conditions might require 50 HP. Most of the time, the system would operate at much less than design conditions, and probably 15 HP would satisfy most requirements.
With parallel, series, and a combination of parallel and series pumping, the system designer has maximum flexibility to design a maximum, cost efficient, pumping system for every centrifugal pumping situation.
For those interested in learning how to develop pump curves, contact: ITT Corporation, Fluid Handling Training and Education Dept., 8200 North Austin Ave, Morton Grove, IL 60053. Ask for bulletin # TEH-1065, and Centrifugal Pump Manual #3100.
dual-pump.pdf (48.1 KB)